The paper bag market is on a relentless growth curve. Brand owners are switching from plastic, e-commerce is hungry for sustainable mailers, and food service demands printed kraft bags by the millions. Yet a surprising number of converters still run a two-pass workflow: print a master roll on one side of the plant, carry it to a slitter rewinder on the other, and pray that the hairline registration survives the journey. If you are looking for a way to eliminate that costly detour, an advanced inline converting system may be the structural shift your operation needs.
The Hidden Cost of Separating Print and Slit
Every time a paper roll is unwound, re-wound, and unwound again, the tension envelope shifts. A fractional elongation in kraft paper can easily reach 1–2 mm per meter. Multiply that across a 2,000-meter roll and the print-to-slit registration error becomes a bag panel that is visually off-center, or worse, out of spec for automated filling lines.
“We were losing nearly 8 % of our parent roll just in splice waste and misregister between the press and the slitter,” a packaging engineer told us. “It was accepted as unavoidable until we calculated the annual figure.” That number often exceeds €50,000 for a mid-volume converter.
Market pressure adds to the pain. According to Smithers’ Future of Flexographic Printing to 2027, demand for printed paper-based flexible packaging is climbing at over 4 % annually, while average order lengths shrink. Running a press and a slitter as disconnected islands simply cannot deliver the quick changeovers and short-run economics that converters now require.
Why Inline Printing and Slitting Wins
The fundamental advantage of a combined line is that the web never leaves a controlled path. A single dancer roller logic governs the entire process, from the unwind stand, through the printing stations and dryers, into the slitting section, and onto the rewind shafts. The result is registration that stays locked whether you are running 100 m/min or 400 m/min.

Because the slitter blades are synchronized with the press’s encoder, a job change that used to take two operators an hour can be completed by one operator in well under 20 minutes. Core, sleeve, and anilox changes happen while the machine is washing up, and the digital recipe manager repositions the slitting knives automatically.
Key Modules of an Integrated Production Line
Building or selecting a line that marries printing and slitting requires attention to four modules. Each one is a link in the chain; if one is weak, the whole line underperforms.
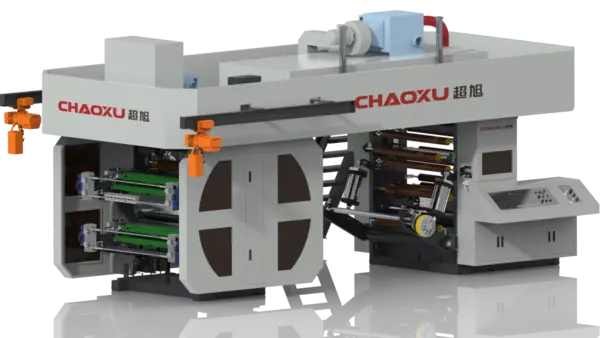
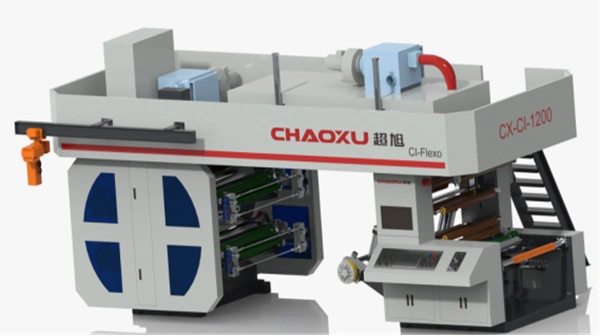
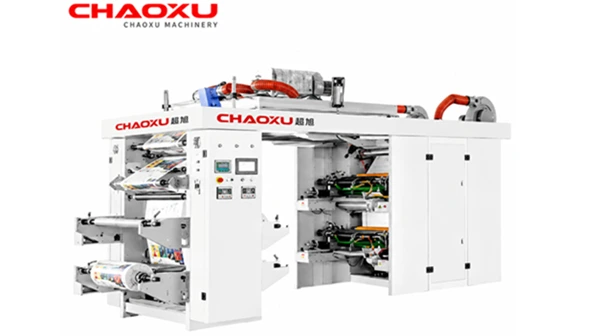
1. The Print Engine
At the center is a central impression (CI) drum, typically 1.2 to 2.0 meters in diameter. Gearless servo drives on each print deck remove mechanical backlash, allowing infinitely variable repeat lengths. In high-output paper bag lines, the heart is often a flexographic printing machine that can handle water-based inks on natural kraft, bleached, or recycled board without sacrificing speed. A doctor chamber with quick-release clamps and rapid-change anilox sleeves keeps downtime minimal.
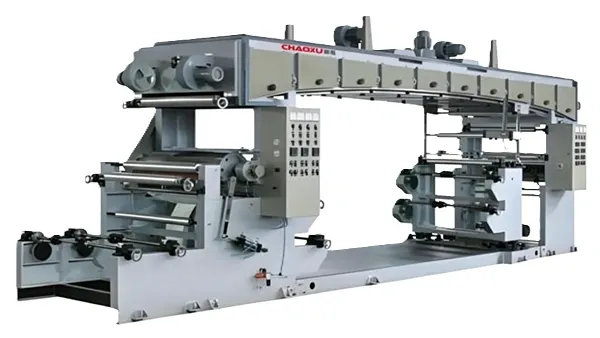
2. Drying and Moisture Extraction
Water-based inks must be fully cured before the web meets the slitter. Residual moisture softens the paper, clogs blades, and creates sticky rewind layers. High-velocity hot-air knives sandwiched between IR panels give predictable drying, but the extraction hood needs to pull saturated air out immediately. Check the dryer’s moisture evacuation rate — it should match your target speed at the maximum ink coverage.
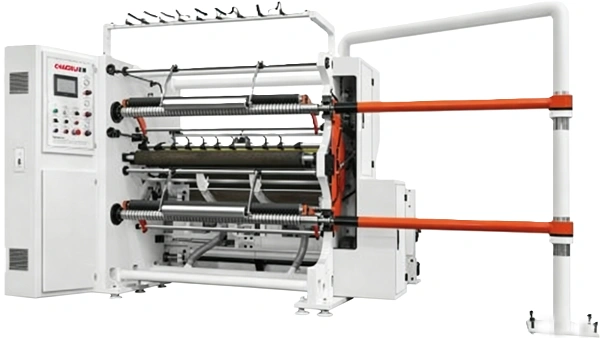
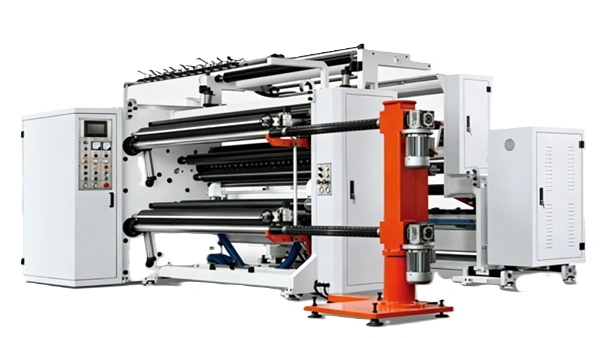
3. Inline Slitter-Rewinder
central impression printing unit for paper bags coupled with an integrated slitter often includes shear-cut or razor-slitting modules that are servo-positioned. A re-registration camera mounted after the dryer constantly feeds position data back to the press, correcting any angular drift. Individual rewind shafts with closed-loop tension let each slit lane wind at optimal hardness, ready for bag-making machines downstream.
4. Controls and Connectivity
Recipe-driven automation is no longer a luxury. When the operator selects a stored job, impression settings, anilox pressure, dryer temperature, and slitter positions are all recalled. This shrinks the skill gap, cuts setup waste, and makes it possible to run five or six different bag widths in a single shift.
Avoiding the Most Expensive Setup Mistakes
Even with a well-designed line, three oversights routinely sabotage productivity.
-
Web guiding at the slitter infeed. A lateral drift of 0.5 mm at unwind becomes several millimeters by the time the web reaches the slitter, ruining bag dimensions. An ultrasonic edge guide immediately before the slitter knives is not optional — it is essential.
-
Mismatched drying capacity. If the dryer cannot keep up with the press’s top speed, the whole line throttles. Always specify the dryer for your heaviest ink coverage, not the average.
-
Core fit and shaft design. Rewind cores that slip or require excessive force during removal turn a fast changeover into a frustrating bottleneck. Air-expanding shafts with the exact core spec for your downstream bag machines prevent this.
ISO 12647-6, which standardizes flexographic print quality, emphasizes tone value stability and registration tolerance. In practice, the limiting factor is rarely the print unit itself — it is the consistency of tension and the matching of drying kinetics to substrate surface energy. That is why a matched, integrated line designed as a single dynamic system outperforms a collection of separate, best-of-breed machines that were never tuned to work together.
Is Your Operation Ready for Full Integration?
If your annual paper throughput exceeds 2,000 tonnes and you regularly run more than three job changes per day, a combined line typically achieves payback within 12 to 18 months from labor reduction, lower waste, and freed-up floor space. Smaller converters can start with a modular configuration — adding an inline slitter to an existing press platform — and expand later.
Before you commit to a modular converting solution, audit your order book. What is your actual average run length? How many bag width changes do you make each shift? Answers to these questions will reveal whether a pre-engineered inline system or a phased upgrade path makes more sense. When you later evaluate a flexographic printing machine for your integrated line, look beyond the print speed. Evaluate how the slitting interface is managed, how the waste stripping is handled, and whether the control architecture allows you to add features like cold foil or digital embellishment without tearing up the web path.
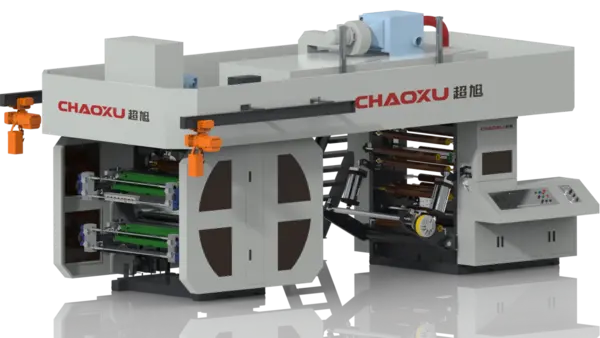
A Smarter Way Forward
Transitioning to a single-pass paper bag production line is a strategic decision that affects everything from factory layout to employee training. You need a partner who understands the entire chain — ink, substrate, drying, slitting, and winding — not just one link. Chaoxu has designed and delivered integrated converting systems for paper packaging converters across multiple continents. Our lines are engineered so that the print stations and slitting section are mechanically and electronically synchronized from day one, eliminating the finger-pointing that often occurs when a press and a separate slitter are expected to perform as one.
If you are ready to move beyond the limitations of a two-step workflow, Chaoxu’s integrated paper bag converting line offers a proven, configurable platform. Contact our application team with your bag formats and volume targets; we will map out a floor layout and performance projections tailored to your production reality.